电熔焊机又叫电热熔焊机,是一种用于PE管材电熔接的专用工具,主要为焊接提供稳定的焊接电压或焊接电流,并对焊接过程进行检测与控制,使焊接效果达到最佳状态。
熔焊机的分类
1) 管件电熔焊机
这种电熔焊机用于PE、PP电熔管件的电热熔焊接,是一种可调电压源,其输出电压和焊接时间可在大范围内连续调节,以满足不同电熔管件的焊接要求。
2) 电热带电熔焊机
这种电熔焊机用于PE电热带的电热熔焊接,其输出一般采用有效值恒流输出,输出电流和焊接时间可在大范围内连续调节,以满足不同电热带的焊接要求。
目前管件电熔焊机主要用于压力PE和PP管道的电熔焊接,而电热带电熔焊机主要用于非压力PE和PP直管或波纹管的电熔焊接。
其实从理论上讲,无论是电熔管件还是电热带,都是阻性负载,所需的焊接热功量为Q=U2t/R=I2R t。只要满足焊接热功要求,至于用电压型焊机还是电流型焊机并无本质区别。比如一个电阻为6欧姆的PE电热带,焊接1200mm的波纹管,厂家给出的焊接电流为20A,此时用20A恒流焊接和用120V恒压焊接,其效果是完全一样的。不过需要指出的是,电熔管件属于低阻负载,而电热带为高阻负载,按照ISO12176-2标准,常用管件电熔焊机的输出电压一般为39.5V,向上调最高只能输出44V,只能用于低阻负载,无法输出120V的焊接电压,所以不能用于电热带的焊接。正是由于这个原因,才产生了电热带电熔焊机。
也许有人会问,为什么不能将管件电熔焊机的输出电压设计高一些,既用于电熔管件的焊接也用于电热带的焊接?表面上看可以,但对相控型电熔焊机来说,电压提高以后,焊接电熔管件时,功率因子将变得很低。就以上面为例,如果将变压器副边电压有效值提高到120V,而焊接电压仍为39.5V,那么根据后面的(1)式可知,此时的功率因子为39.5/120=0.329,这样的功率因子过低。如果焊接电压低于39.5V,则功率因子会更低。所以这样做实际上是不行的。
焊接电压的控制方式
控制方式是电熔焊机的关键技术,一种电熔焊机的优劣,主要取决于控制方式。
交流相控型电熔焊机
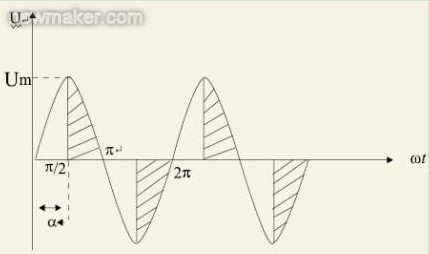
图1 相控型电焀焊机输出波形(α=90º)
这种电熔焊机直接利用工频电源通过变压器降压后作为焊接电压。为了达到调节焊接电压的目的,采用可控硅移相控制,其输出波形如图1所示。输出电压的最大导通角定为90度,其目的是实现间断加热,这样有利于热传导,保护电阻丝不至于烧断。其输出电压为
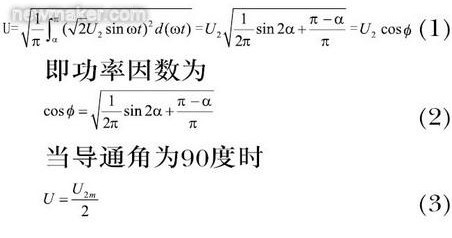
由(3)式可知,一台最高输出电压为39.5V的电熔焊机,其输出电压的峰值为79V。一台最高输出电压为50V的电熔焊机,其输出电压的峰值为100V。由此不难看出,如果要做一台最高输出电压为39.5V的电熔焊机,只需做一台功率满足焊接要求,其变比为N=220×√2/79=3.94的工频变压器,并对其原边电压进行移相控制,然后再加上其它控制功能就可以了。这是一种最容易最简单的实现方法。笔者所见到的意大利RITMO和法国塑龙等进口电熔焊机和许多国产电熔焊机都采用这种方案。
从功率因子来看,由于控制角的移相范围为90-180度,对应的功率因子为0.707-0。不难看出,功率因子最大只能达到0.707。输出电压越低,功率因子也越低。功率因子低自然就不节能。
相控型电熔焊机的最大优点是,电路简单,容易实现。其缺点是:(1)因为它工作于50HZ工频范围,必须背一个体积笨重的环形工频变压器。所以,国产的相控型电熔焊机最小都在20Kg以上,进口的也不低于17Kg,体积很笨重,不便于携带。(2)谐波分量大,直接对电网产生谐波污染。因为相控过后的正弦波产生大量的高次谐波,而这些高次谐波直接注入电网。因此从电网环保的角度看,相控型电熔焊机是不宜推广的。(3)管件冲击电流太大。由于输出电压的峰值U2m=2U,一台输出电压为39.5V的相控型电熔焊机,其输出峰值电压为79V ,如果管件电阻为1欧姆,最大峰值电流为79A。如此之大的冲击电流一方面产生强大的谐波干扰,另一方面还可能烧断电阻丝。施工中经常出现断丝现象,就是因为电阻丝的耗散功率偏小,阻值偏低,而焊机的冲击电流又很大所至。(4)焊机效率低。因为焊机变压器的效率一般只有80%,不利于节能。(5)输出电压精度低。
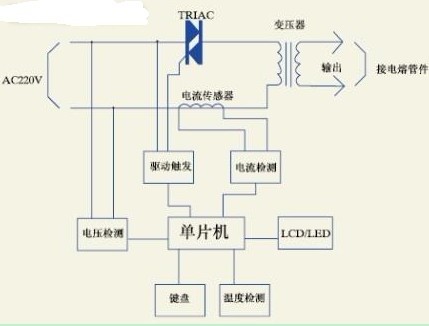
图2 相控型电熔焊机的原理框图
由(1)式可知,输出电压U与控制角α之间是一个复杂的非线性关系,给定一个U值,要通过实时计算来求得α值非常困难,所以实际中都采用查表方法来实现。但这又出现一个新的问题,如将输出电压分辨率取0.1V,在有些值域,α值将小得难以辩识。如将分辨率取得过大,输出电压精度又不够。所以折中起来,输出电压分辨率取0.5V。这就是国外相控型电熔焊机的输出电压分辨率都取0.5V的真正原因。严格讲,这个分辨率是比较低的。
交流全波型电熔焊机
这种电熔焊机,其输出是一个有效值为39.5V的完整正弦波,峰值电压为56V,如图3所示。
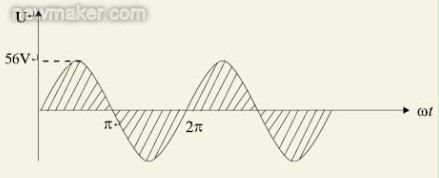
图3 全波型电熔焊机输出型
这种电熔焊机输出电压固定不变,只控制焊接时间,笔者曾测试过浙江某厂的产品,就是这种方案。其最大优点是:
(1)制造技术难度小,容易实现。
(2)由于焊接电压是一个完整的正弦波,功率因子为1,对电网无谐波污染。
(3)峰值电压低,对管件冲击电流小。
其缺点是:
(1)由于工作在工频,必须带一个工频变压器,体积仍然很笨重。
(2)输出电压无法改变,不能满足需要改变焊接电压的焊接要求。由于不能实现死循环控制,输出电压无法稳定。
(3)因为是连续加热,当管件耗散功率偏小时,经常烧断电阻丝,使管件报废,焊接失败。
(4)效率低,不利于节能。
严格讲,这是一种档次很低的电熔焊机,技术指针与标准要求相差很远,焊接质量根本无法保证。图4是全波型电熔焊机的原理框图。
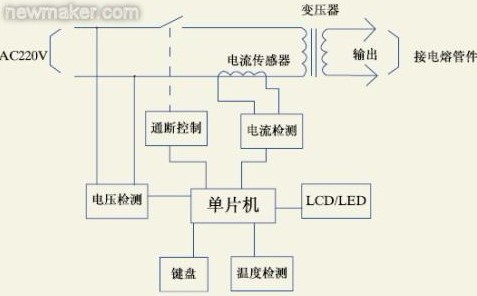
图4 全波型电熔焊机的原理框图
逆变型电熔焊机
逆变型电熔焊机与前二者截然不同,它不是直接将工频电压通过变压器降压后作为焊接电压,而是将工频电压进行全波整流,再进行逆变。然后再对逆变电压进行再次整流,最后再将整流电压逆变成工频交流作为焊接电压。焊接电压和焊接时间仍可在大范围内任意调节。其输出电压为u=um√t/T, (4)
于是t=u2T/u2m
焊接PE管时,T=20ms,焊接频率为50Hz;焊接钢塑复合管时,T为250ms,焊接频率为4Hz,以实现超低频焊接,减小涡流损耗。
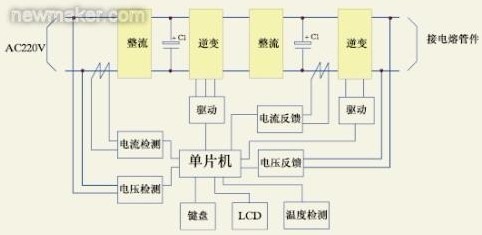
图5 逆变型电熔焊机原理框图
与前二者相比,逆变型电熔焊机的主要优点在于:
(1)用高频逆变技术,甩掉了体积笨重的工频变压器,实现了焊机的轻量化,便于携带。
(2)采用二极管全桥整流,其输入功率因子为1。
(3)逆变效率高,一般可达90%以上,最低也不低于85%,有利于节约电能。
(4)输出峰值电压低,瞬间冲击电流小,不会烧断电阻丝。
(5)输出电压精度高。
正是由于逆变型电熔焊机具有无可比拟的优点,既环保,又轻便,又节能,输出电压精度又高,是将来大力推广的电熔焊机。
直流电熔焊机
所谓直流电熔焊机就是输出电压为直流的电熔焊机。这种电熔焊机多采用逆变方式,而且只有一次逆变,输出滤波采用电感滤波,比如龙泉力达和天津正维的电熔焊机就是直流电熔焊机。图6是直流电熔焊机的原理框图。
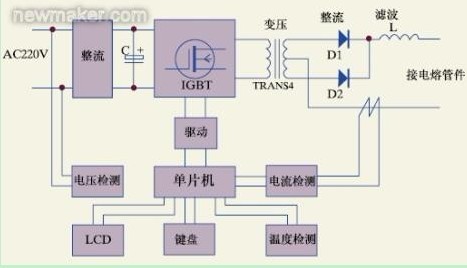
图6 直流焊机的原理框图
这种焊机的优点是:实现简单、技术难度不大;冲激电流小;重量轻;焊接钢塑复合管时无涡流损耗。
其缺点是:是直流加热,故而加热是连续的,无散热时间,局部易过焊及碳化;由于输出采用电感滤波,而控制的又是输出电压,因而输出电压精度低,本质上无法实现高精度控制。
熔焊机的功能设置
基本功能
这是任何电熔焊机必备的功能,主要有:
1) 出电压或电流稳定,并能在一定范围内任意调节。
2) 焊接时间可在要求的范围内任意设定。
3) 完善的保护功能。
辅助功能
辅助功能是为了进一步提高焊机性能、提高焊接质量而设置的。这些功能越丰富,焊机的自动化程度越高,操作越简单,越安全,焊接效果越好。所以,辅助功能也是极为重要的,电熔焊机的技术含量都体现在辅助功能上。
1) 全中文操作接口;
2) 输入电压和频率检测功能 (相控型和全波型焊机需要这一功能,而逆变型则不需要);
3) 环境温度检测;
4) “温度-时间”自动补偿;
5) 管件电阻自动采样;
6) 自动计算热功量;
7) 自动生成焊接参数;
8) 自动补偿管件参数;
9) 自动检测温度传感器开路和短路故障并报警;
10) 操作参数、焊接参数及故障自动显示;
11) 自动检测焊接回路开路和短路故障并报警;
12) 自动检测过压、欠压和过流故障,并能实时保护与报警;
13) 自动检测操作错误,并通过屏幕进行提示;
14) 焊接参数自动生成/手动输入或条形码扫描输入;
15) 焊接记录存储;
16) 焊接记录浏览查询;
17) 焊接记录下载;
18) 焊接记录打印;
19) 串口通讯;
20) 日历时钟;
21) 焊接电压/电流死循环控制。
熔焊机的选择
电熔焊机的选择主要考虑以下几点。
运输方便性
由于电熔焊机主要用于现场施工,必须搬来搬去,当然重量越轻越好。一般进口相控型电熔焊机重量都在17KG以上,国产的不少焊机都在20-40KG之间,而逆变型电熔焊机大约只有10KG。显然,逆变型电熔焊机应当是首选。
操作方便性
必须考虑两点:
a) 全中文菜单
现场操作人员一般都不太熟悉英语,进口焊机全是英文接口,对一个普通操作者来说有一定的困难。所以从方便现场操作员考虑,应当首选全中文菜单的电熔焊机。
b) 操作越简单越好
如上所述,现场操作员不仅英语有困难,操作复杂的计算机系统同样有困难,如果电熔焊机的操作程序太复杂,对他们来说,同样是一件头痛的事。从这个意义上讲,应当首选操作简单的全自动电熔焊机。
技术指针及功能
焊接质量与焊机的功能和技术指针密切相关。如果一台电熔焊机自动化程度较低,很多指针都要人工干预,那么焊接质量是难以保证的;如果一台电熔焊机技术指针项目很少,精度又低,要保证焊接质量也是不可能的。所以为了保证焊接质量,应当选择功能强、技术指针项目丰富、精度高、自动化程度高的电熔焊机。
性价比
顾名思义,性价比=(功能+性能)/价格,即单位货币所能购得的功能和性能,所以,用户购买电熔焊机时,不能只看价格,性价比越高的才是好产品。
绿色环保
对电熔焊机来说,绿色环保有两层含义:一是节能、高效;二是无谐波污染。前已谈及,由于其控制方式的固有特点,有些电熔焊机会产生高次谐波污染电网,所以,应当首选那些高效节能、无谐波污染的电熔焊机。
关于全自动电熔焊机
现在有许多厂家把带光笔或条形码扫描仪的电熔焊机称为全自动电熔焊机,其实这是错误的。严格讲,全自动电熔焊机除了具备“温度-时间”自动补偿功能外,还必须具备以下功能:
A.能自动识别管件参数;
B.自动计算焊接热功总量;
C.自动生成焊接参数;
D.自动补偿管件参数。
要实现这四大功能,必须首先能“自动识别管件参数”,否则其余三项功能就无法实现。而光笔或条形码扫描仪输入的并不是真正的管件参数,而是人为规定的焊接电压和焊接时间,所以光笔或条形码扫描输入的电熔焊机无法计算焊接热功总量,只能进行焊接热功累计,因此它不能自动生成焊接参数,更不能自动补偿管件参数,所以它不是全自动电熔焊机。